
درحال بارگزاری
در حال جستجو

نتیجهای یافت نشد


✅ رنگ طلایی تیتانیوم کوتد
✅ چهار پر
✅ کیفیت عالی
✅ ساخت چین
✅ بلند
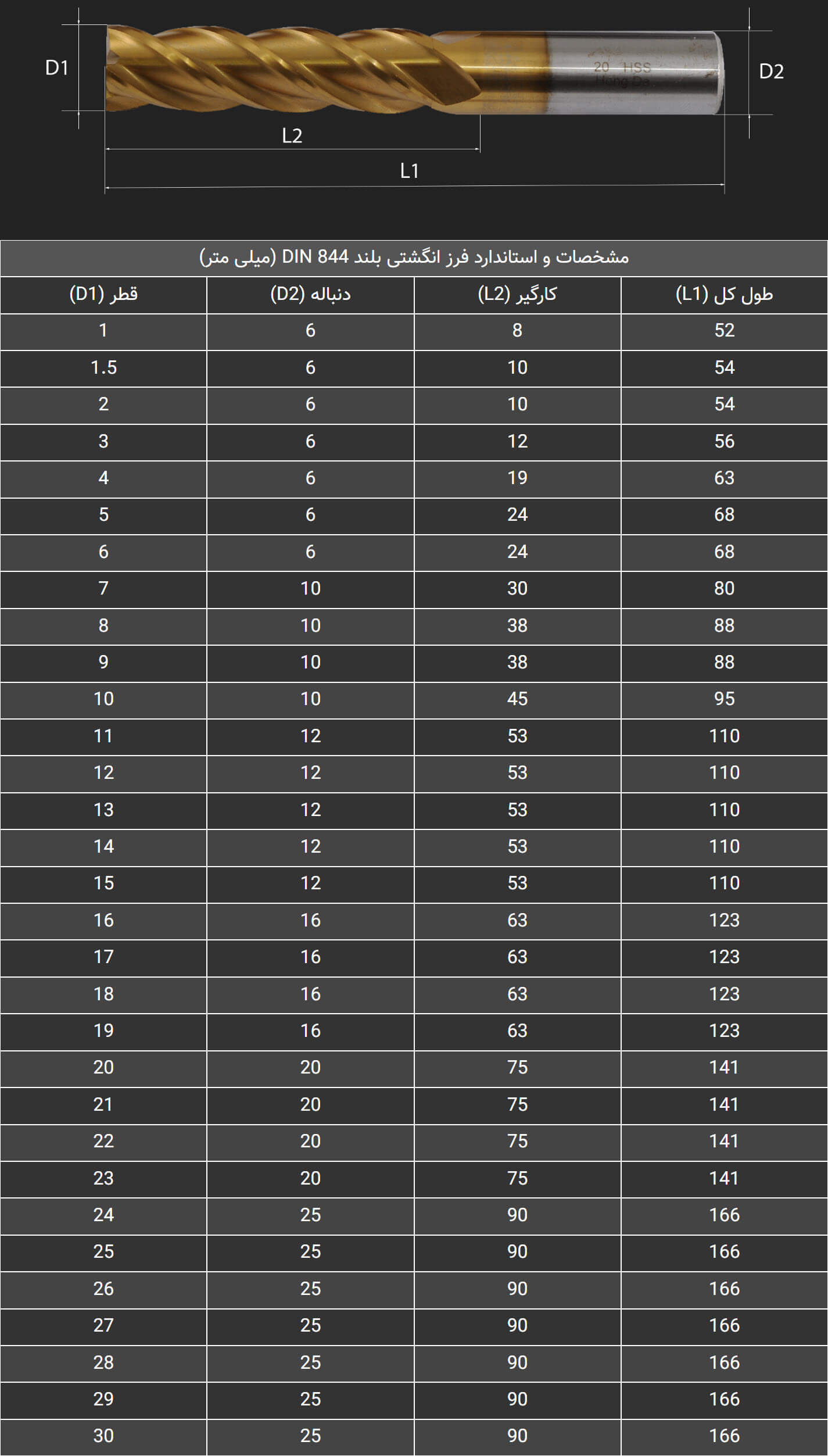
✅ استاندارد Din 844
✅ برای خرید فرز انگشتی چهار پر بلند طلایی HSS هونگدا، ابتدا در قسمت رنگ، رنگ محصول را چک کنید و سپس در قسمت سایز، سایز مورد نظر خود را برای فرز انگشتی چهار پر بلند طلایی HSS هونگدا انتخاب کنید و سپس در قسمت تعداد در بسته بندی را چک کرده و سپس فرآیند خرید خود را ادامه دهید.
✅ فرز انگشتی چهار پر بلند طلایی HSS هونگدا در یک رنگ طلایی موجود می باشد.
✅ فرز انگشتی چهار پر بلند طلایی HSS هونگدا دارای سایز بندی از سایز 1/5 تا 32 میلیمتر می باشد.
✅ فرز انگشتی چهار پر بلند طلایی HSS هونگدا در بسته بندی تکی موجود می باشد.
✅ در صورتی که اهمال از طرف فروشنده نباشد، هزینه مرجوعی کالای فرز انگشتی چهار پر بلند طلایی HSS هونگدا به هر دلیلی با خریدار می باشد.
✅ کالا نباید استفاده شده باشد و یا به کار زده شده باشد.
✅ بسته بندی محصول فرز انگشتی چهار پر بلند طلایی HSS هونگدا باید در شرایط اولیه خود باشد و هیچ آسیبی به آن نرسیده باشد.
✅ هیچ خط و خشی به روی محصول فرز انگشتی چهار پر بلند طلایی HSS هونگدا، نباید ایجاد شده باشد.
از سایز 1 تا 6 میلیمتر
دنباله : 6 میلیمتر
کارگیر : 8 میلیمتر
طول کل : 52 میلیمتر
از سایز 7 تا 10 میلیمتر
دنباله : 10 میلیمتر
کارگیر : 30 تا 45 میلیمتر
طول کل : 80 تا 95 میلیمتر
از سایز 11 تا 15 میلیمتر
دنباله : 12 میلیمتر
کارگیر : 53 میلیمتر
طول کل : 110 میلیمتر
از سایز 16 تا 19 میلیمتر
دنباله : 16 میلیمتر
طول کارگیر : 63 میلیمتر
طول کل : 123 میلیمتر
از سایز 20 تا 23 میلیمتر
دنباله : 20 میلیمتر
طول کارگیر : 75 میلیمتر
طول کل : 141 میلیمتر
از سایز 24 تا 30 میلیمتر
دنباله : 25 میلیمتر
طول کارگیر : 90 میلیمتر
طول کل : 166 میلیمتر

آسیابهای انتهایی، متههای شکافی، مسیریابها، فرز برشها، متهها، مته های V و فرز - همه اینها به چه معناست؟
به عنوان مثال، بهترین فرز انگشتی کدامند؟ و بهترین فرز انگشتی برای آلومینیوم و کدام آسیاب انتهایی برای فولاد ضد زنگ کدام است.
این مقاله به شما نکاتی را در مورد دستگاه های فرز و ابزار CNC ارائه می دهد.
فرز برش، یا فرز انگشتی، در یک دستگاه CNC استفاده می شود: کنترل عددی کامپیوتری.
از نرمافزار تخصصی برای ارسال دستورالعملهای فرز خودکار یا یک «مسیر ابزار» به دستگاه استفاده میشود که سپس طرحی را از مواد موجود در انبار شما حذف میکند.
بازار صنایع دستی اخیراً با روترهای CNC رومیزی فشرده و مینی فرز هیجان انگیز منفجر شده است. روترهای CNC اکنون به اندازه کافی مقرون به صرفه هستند تا علاقه مندان به کار های صنعتی به این ابزار فرز با دقت بالا برای حکاکی و حکاکی دسترسی داشته باشند.
فرز انگشتی، روترها و فرز برشهایی هستند که در دستگاه CNC استفاده میشوند، اما اگر دستگاه CNC ندارید، میتوانید از Burrs در یک ابزار چرخشی استفاده کنید.
فرزها در کاربید، فولاد و الماس موجود هستند.
تقریباً هر ماده ای را می توان با استفاده از دستگاه CNC برش داد. مواد محبوب فلزات، پلاستیک و چوب هستند.
پس چرا باید از فرز انگشتی استفاده کرد و نه از مته؟ به طور خلاصه، یک مته به سمت بالا و پایین حرکت می کند، یک فرز انگشتی به طرفین حرکت می کند (توجه: فرز انگشتی هایی موجود هستند که در همه جهات حرکت می کنند).
فرز انگشتی
1. فرز انگشتی ها به صورت چرخشی در جهت افقی یا جانبی (سمت به پهلو) برش می زنند در حالی که مته فقط مستقیماً به صورت عمودی در مواد برش می دهد.
2. فرز انگشتی ها در طیف گسترده ای از طول، قطر، فلوت و انواع موجود است و با توجه به موادی که برش می دهند و سطح مورد نیاز برای پروژه انتخاب می شوند.
3. فرز انگشتی ها برشدهندههای دنیای تراش هستند و برای شکافدهی، پروفیلسازی، کانتورینگ، ضد حفاری و ریمینگ استفاده میشوند.
4. فرز انگشتی ها امکان برش قطعات دقیق را فراهم می کنند، از قطعات ماشین آلات، طرح های جواهرات، حکاکی روی چوب، تابلوسازی، برش پلاستیک، ساخت قالب و تخته های مدار.
1. مته ها سوراخ های گرد را با چرخاندن آنها در یک مته چرخشی، مستقیماً به سمت پایین مواد برش می دهند.
2. بیشتر مته ها دارای یک شیار مارپیچ (فلوت) هستند که به مته ها ظاهری پیچ خورده می دهد و به جدا شدن مواد در حین بالا و پایین رفتن در سوراخ کمک می کند.
3. مته های HSS (فولاد پرسرعت) و مته های کاربید فلوت می شوند. (دریل های پیچشی)
4. از این قاعده مستثنیات مته های الماسی هستند که انتهای آنها صاف است و نه نوک تیز یا فلوت. (مگر اینکه یک مته چرخشی الماسی باشد که برای سوراخ کردن استفاده نمی شود بلکه برای گسترش سوراخ های موجود مانند مهره ها استفاده می شود)
لبه های برش مارپیچی شکل در کنار فرز انگشتی فلوت نامیده می شود.
فلوت ها یک مسیر خالی برای خروج تراشه های برش از زمانی که فرز انگشتی در قطعه کار می چرخد، فراهم می کند.
فرز انگشتی دارای 2، 3 یا 4 فلوت در هر بیت هستند. فلوت های 2 و 4 محبوب ترین هستند.
برای استفاده روی چوب و آلومینیوم
فلوت های کمتری برای تخلیه تراشه بهترین هستند، فرز انگشتی را خنک تر نگه می دارند، اما برش سطح خشن تر را به جا می گذارند.
2 فلوت برای استفاده روی چوب و آلومینیوم بهترین هستند زیرا در مقایسه با مواد دیگر تراشه های بسیار بزرگی تولید می کنند.
2 فرز انگشتی فلوت نیز به عنوان مته های شکافی شناخته می شوند.

برای استفاده در اکثر مواد دیگر
4 فلوت در اکثر مواد دیگر استفاده می شود، می تواند مواد سخت تری را نسبت به 2 فلوت برش دهد و سطح کلی صاف تری ایجاد می کند.

انواع مختلفی از فرز انگشتی وجود دارد که هر کدام با عوامل مختلفی طراحی شده اند تا شما را قادر می سازد تا فرز انگشتی مناسب را برای مطابقت با موادی که روی آن کار می کنید و نوع پروژه ای که قرار است از آن استفاده کنید، انتخاب کنید.
نقاط دم ماهی از هر گونه پارگی یا شکستگی جلوگیری می کند و مستقیماً در ماده شما فرو می رود و سطح صافی ایجاد می کند.
این فرز انگشتی برای مسیریابی غوطهور و ایجاد خطوط دقیق ایدهآل هستند - و آنها را برای تابلوسازی و شکلدهی فلز ایدهآل میسازد.
برای پایان عالی، یک برش الماسی را انتخاب کنید زیرا لبههای برش فراوانی دارند.

فرز انگشتی های V یک گذر V شکل ایجاد می کنند و برای حکاکی، به ویژه برای ساخت علائم استفاده می شوند.
آنها در طیف وسیعی از زاویه ها و قطر نوک قرار دارند. زوایای کوچک و نوک های ارائه شده بر روی این قطعات حکاکی V شکل، برش های باریک و حکاکی کوچک و ظریف حروف و خطوط را ایجاد می کند.

فرز انگشتی های دماغه توپی دارای شعاع در پایین هستند که باعث می شود سطح زیباتری در قطعه کار شما ظاهر شود، به این معنی که کار کمتری برای شما انجام می شود زیرا قطعه نیازی به تکمیل بیشتر نخواهد داشت.
از آنها برای فرز کانتور، شکاف های کم عمق، پاکت کردن و کانتورینگ استفاده می شود.
فرز انگشتی های بینی توپی برای کانتورینگ سه بعدی ایده آل هستند زیرا کمتر مستعد بریدگی هستند و لبه گرد خوبی از خود به جای می گذارند.
نکته: ابتدا از آسیاب انتهایی Roughing استفاده کنید تا نواحی بزرگی از مواد را بردارید سپس با آسیاب انتهای دماغه توپی ادامه دهید.

برای کارهای سطحی بزرگ، آسیابهای انتهایی خشن دارای دندانههای متعددی در فلوتها هستند تا به سرعت مقادیر زیادی از مواد را از بین ببرند و یک روکش خشن باقی بگذارند.
آنها گاهی اوقات به عنوان برش ذرت یا آسیاب گراز نامیده می شوند - به این نام به نام خوکی که هر چیزی را در مسیر خود "آسیب" می کند یا مصرف می کند.

فرز انگشتی ها مربعی که معمولاً به آن میلز تخت گفته می شود، یک لبه تیز در پایین شکاف ها و جیب های قطعه کار ایجاد می کنند.
آنها برای کاربردهای عمومی آسیاب از جمله شکاف، پروفیل و برش غوطه ور استفاده می شوند.
مشابه فرز انگشتی های مربعی/فرز انگشتی های تخت، اما لبههای برش گردی دارند که به نام دماغ گاوی نیز شناخته میشود (همانطور که در بالا ذکر شد نباید با دماغه توپی اشتباه گرفته شود).
آنها کمتر مستعد براده شدن هستند و به طور کلی عمر ابزار طولانی تری دارند.
آیا باید از فرز انگشتی کاربید یا HSS فرز انگشتی استفاده کنم؟
اکثر فرز انگشتی ها یا از آلیاژهای فولاد کبالت - به نام HSS (فولاد با سرعت بالا) یا از کاربید تنگستن ساخته می شوند.
انتخاب ماده فرز انگشتی انتخابی شما به سختی قطعه کار و حداکثر سرعت اسپیندل دستگاه شما بستگی دارد.
فرز انگشتی ها HSS قیمت ارزان تری دارند، اما عمر ابزار یا ظرفیت سرعت آسیاب های انتهایی کاربید جامد را ارائه نمی دهند.
فرز انگشتی های کبالت قیمت بالاتری نسبت به HSS دارند اما مقاومت در برابر سایش و چقرمگی بهتری دارند.
فرز انگشتی کاربید جامد به طور قابل توجهی سخت تر، سفت تر و مقاوم تر از سایرین در برابر سایش هستند.
فرز انگشتی های کاربید بسیار مقاوم در برابر حرارت هستند و برای کاربردهای با سرعت بالا بر روی برخی از سخت ترین مواد مانند چدن، فلزات غیر آهنی، آلیاژها و پلاستیک استفاده می شود.
فرز انگشتی با پوشش های شیمیایی افزوده شده نیز امروزه محبوب هستند.
اغلب گران تر، این پوشش ها برای کاهش سایش و اصطکاک به بیت اضافه می شوند. با این حال، همه پوشش ها برای همه مواد مناسب نیستند و در حالی که یک پوشش خاص ممکن است برای بهره وری روی یک ماده خوب باشد، ممکن است روی ماده دیگر مناسب نباشد.
روکش های محبوب عبارتند از آلومینیوم تیتانیوم نیترید (AlTiN) و تیتانیوم دیبورید (TiB2)
فرز انگشتی های برش مرکزی آنهایی هستند که می توان آنها را مستقیماً در مواد فرو کرد. آنها می توانند آسیاب کنند و می توانند حفاری کنند. (آنها دارای لبه های برشی در قسمت انتهایی و کناره ها هستند) اینها معمولاً 2 فلوت یا 3 فلوت انتهای آسیاب هستند و گاهی اوقات می توانید حدود 4 فلوت را پیدا کنید که برش مرکزی نیز هستند.
آسیاب های انتهایی برش غیر مرکزی به آسیاب هایی اطلاق می شود که حفاری نمی کنند. (فقط در طرفین لبه های برش دارند)
فرز انگشتی های برش خورده تراشه ها را به سمت بالای قطعه کار بیرون می اندازند و سطح زیرین کاملاً برش خورده را در داخل مواد شما باقی می گذارند.
آسیاب های انتهایی برعکس این کار را انجام می دهند، آنها یک سطح صاف روی مواد شما باقی می گذارند.
آسیاب های انتهای تراکمی بهترین های هر دو جهان را با هم ترکیب می کنند و هنگام برش سطح صافی را در هر دو انتهای قطعه کار ایجاد می کنند.
بنابراین برای کاربردهای عمومی آسیاب به چه نوع فرز انگشتی نیاز دارید؟
برای چوب های سخت، تخته سه لا و آلومینیوم: فرز انگشتی های 2 فلوت (دریل های شکافی) با کیفیت بالا.
برای کانتورهای سه بعدی و پروفیل: فرز انگشتی بینی توپی 2 فلوت
برای علامت گذاری و مسیریابی پلاستیک ها، اکریلیک ها و فلزات:فرز انگشتی هایی روتر کاربید. و حکاکی کاربید v-bits
انتخاب ابزار مناسب برای متریال و پروژه، کیفیت کار شما را بهبود میبخشد و نیاز به تکمیل بیش از حد دستی را کاهش میدهد.
نرخ تغذیه مواد باید با سرعت بهینه فرز انگشتی مطابقت داشته باشد.
کاهش 50 درصدی سرعت کار می تواند طول عمر فرز انگشتی شما را دو برابر کند.
تعداد صحیح فلوت را برای کاربرد انتخاب کنید - تخلیه مناسب تراشه بسیار مهم است زیرا برش های گرم شده می توانند منجر به برش با کیفیت پایین شوند (مواد سوخته، لبه های سوراخ شده و ابزار کسل کننده).
از فرز انگشتی کاربید برای مواد سخت تر و کاربردهای تولید بالا استفاده کنید.
گاهی اوقات استفاده از فرز انگشتی با طول اضافی لازم است، اما برای مبارزه با انحراف (خم شدن بیت) با سرعت و نرخ تغذیه مناسب کار می کنند و همیشه از صلب ترین (کوتاه ترین و وسیع ترین) فرز انگشتی موجود برای کاربرد استفاده می کنند.
برای جلوگیری از ایجاد تراشه از مایع خنک کننده یا هوای فشرده استفاده کنید.
از کل طرف لبه های برش به جای یک قسمت کوچک به سمت نوک استفاده کنید. این کار باعث بهبود ماندگاری فرز انگشتی شما می شود زیرا گرما و کار در سطح وسیع تری توزیع می شود.
RPM (شورش در دقیقه) = 3.82 x SFM (فوت سطحی در دقیقه) ÷ قطر فرز انگشتی
SFM = قطر فرز انگشتی x RPM ÷ 3.82
IPM (اینچ در دقیقه) = دور در دقیقه x تعداد فلوت ها x بار تراشه
Chip Load = IPM ÷ RPM x تعداد فلوت.









