مشخصات سوهان آهن نیم گرد
✅ ساخت چین
✅ دارای سایز بندی از 6 اینچ تا 14 اینچ
✅ دارای آلیاژ یسیار خوب
✅ دارای زبری های نرم و متوسط و زبر
راهنمای استفاده از سوهان آهن یا سوهان کاری
انتخاب سوهان مناسب برای سوهان کاری با سوهان آهن
انتخاب یک سوهان آهن مناسب می تواند گیج کننده باشد. با وجود اندازه های سوهان آهن، شکل های سوهان آهن و زبری های بسیار زیاد، تصمیم گیری مناسب برای کار سوهان کاری بسیار دشوار است.
فروشگاه اینترنتی ابزار آلات رضوان طیف وسیعی از سوهان های آهن و سوهان های چوب را که نیاز هر شغلی است را پوشش می دهد.
تاریخچه سوهان کاری
این نوع کار سال هاست که نزد انسان بوده است و انسان به کار سوهان کاری و سوهان زنی مشغول بوده است. یکی از اولین موارد ضبط شده در کتاب مقدس در زمان شاه سائول است. این تقریبا 1090 سال قبل از میلاد است و در آن زمان از سوهان ها برای تیز کردن انواع مختلف ابزار های اولیه استفاده می شد. از اولین سوهان ها، توسعه و تکامل را می توان از ابزار های سنگی گرفته تا سوهان هایی با دندانه هایی که در زوایای قائم بر روی سوهان خالی قرار دارند تا سوهان های با کیفیت امروزی که توسط ماشین تولید می شوند، ردیابی کرد. اولین تلاش برای برش سوهان ها توسط ماشین تقریبا در سال 1490 بعد از میلاد انجام شد و نتیجه اختراع لئوناردو داوینچی بود. با این حال، اولین دستگاهی که در واقع سوهان ها را با موفقیت برش داد، توسط یک فرانسوی، Chopitel در سال 1750 ساخته شد.
در آن زمان سوهان ها از مواد ملایم ساخته شده بودند و اینطور نبود که نیاز به بازپخت برای تولید یک سطح سخت شده، مختلف آماده سازی برای کربوریزه کردن دندان های سوهان آهن و یا سوهان چوب استفاده شد. اما این بود اختراعات مردانی مانند برنو، نیکلسون، ویپل و وید که ماشن هایی را فراهم میکند که قادر به تولید سوهان های آهن و یا سوهان های بهتر از آنهایی که با دست تولید می شوند.
چگونه یک سوهان آهن ساخته می شود ( و یا سوهان چوب )
امروزه انواع مختلفی از مواد تکمیل محصولات و شرایط کاری ، توسعه سوهان آهن و یا سوهان چوب را به یک علم صنعتی تبدیل کرده است. سوهان آهن عامل ساخت و مطالعه فولاد های سوهان آهن، طراحی سوهان آهن، و عملکرد سوهان آهن برای همه برنامه های کاربردی سوهان آهن است.
مواد فولادی : مواد خام به طول مناسب از عرض ها، ضخامت ها و مقاطع مختلف مانند مستطیل ، مربع، مثلث ، گرد و نیم گرد بریده می شوند.
شکل دهی نا هموار: قسمت خالی برای شکل دادن به آن پانچ می شود یا با چکش ها و غلتک ها حرارت داده می شود و برای شکل دادن به تانگ و نقطه شکل میگیرد.
باز پخت کردن : پلانگ فورج شده تا دمای بالا گرم می شود و سپس به آرامی تحت شرایط کنترل شده خنک می شود تا فولاد برای برش دندان نرم شود و ساختار فولادی داخلی یکنواخت شود.
شکل دهی نهایی : بلنک های آنپل شده پرداخت می شوند تا سطح لازم برای تشکیل یکنواخت دندان ها ایجاد شود. پس از آن، لایه کشی ایجاد می شود که سطح صاف یا منحنی کاملا واقعی لازم برای شکل گیری یکنواخت دندان هارا ایجاد میکند.
دندان های فرم دهنده: دندان ها توسط یک مغار به سرعت رفت و برگشتی تشکیل می شوند که ضربات متوالی را بر روی قسمت خالی وارد می کند. قلم سخت شده بر روی لایه نرم بریده و فولاد را به ساختار دندانی مورد نظر منتقل کرده و بالا می برد.
سخت شدن : سوهان آهن سپس با حرارت دادن آن در حمام مذاب تا دمای از پیش تعیین شده سخت می شود.
پس از آن سوهان آهن را در محلول خاموش کننده فرو می بریم.
این ترکیب گرمایش و سرمایش در شرایط به دقت کنترل شده سوهان آهن را به حداکثر سختی تا بالای لبه های برش می رساند.
اتمام کار تولید سوهان آهن: سوهان آهن با بلاست مهره تمیز و تیز می شود.
تانگ دوباره گرم می شود تا بدون شکنندگی استحکام دهد. سپس یک سری آزمایش توسط بازرسان آموزش دیده انجام می شود و برای جلوگیری از زنگ زدگی روغن کاری می شود.
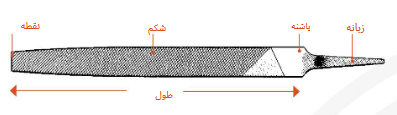
قسمت های سوهان آهن نیم گرد
هر قسمت از سوهان آهن نیم گرد یک نام دارد و اشکال و اندازه های مختلفی از سوهان ها وجود دارد. علاوه بر این، انواع مختلفی از برش سوهان آهن وجود دارد.
انواع شکل های سوهان آهن
شکل مقطعی یا سبک سوهان آهن ( به عنوان مثال سوهان آهن چهار گوش، سوهان آهن گرد، سوهان آهن سه گوش). این بخش ها بر اساس خطوطشان طبقه بندی می شوند.
انواع سوهان آهن از نظر انتها
بلانت: سوهان آهنی که لیه های آن از انتها به انتها موازی بوده و عرض آن ثابت است.
مخروطی: کاهش سطح مقطع سوهان آهن از پاشنه تا نقطه. یک سوهان آهن ممکن است با عرض، ضخامت یا هر دو باریک شود.
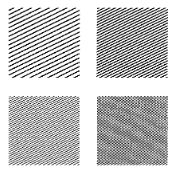
درشتی: تعداد دندان در هر طول اینچ فایل
برش: خصوصیت دندانه های سوهان با توجه به درشتی
برش تک خطی: یک مجموعه واحد موازی، ردیف های مورب دندان فایل های تک برش اغلب با فشار سبک استفاده می شود تولید یک سطح صاف و یا به روی چاقو، قیچی یا اره لبه تیز بگذارید.
برش دو خطی: دو مجموعه مورب ردیف دندان ها دسته دوم دندان ها در جهت مورب مخالف بریده می شود، و در بالای ست اول. مجموعه اول دندان ها به عنوان اورکات شناخته می شود و دومی به نام upcut. آپکات از اورکات ظریف تر است. فایل دو برش با فشار سنگین تر از تک برش استفاده می شود و حذف می شود مواد سریعتر از قطعه کار.
انتخاب سوهان آهن مناسب
برای دستیابی به نتایج مطلوب ضروری است که از سوهان آهن مناسب برای کار استفاده شود. در انتخاب سوهان آهن مناسب کاربر باید شکل سوهان آهن، اندازه سوهان آهن و درشتی سوهان آهن را در نظر بگیرد.
اندازه و درشتی سوهان آهن به طور مستقیم با هم مرتبط هستند ، بنابراین هر چه سوهان آهن بزرگتر باشد، مقدار بیشتری را حذف می کند و هر چه سوهان آهن کوچک تر باشد، به انتها ریزتر می شود.
به طور کلی، سوهان آهن برش دوبل از درجه های برش دوم برای حذف سریع مواد استفاده می شود در حالی که سوهان آهن تک برش و سوهان آهن دو برش صاف برای تکمیل انتخاب می شوند. با این حال، ارائه دستور العمل های دقیق برای سوهان آهن مناسب برای کار تقریبا غیر ممکن است، اما با استفاده از حقایق اساسی ارائه شده در اینجا، کاربر باید تصویر واضح و منطقی، ماهیت، اندازه کار، نوع پایان مورد نیاز را در ذهن داشته باشد.
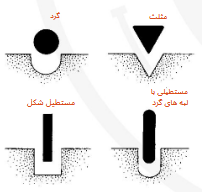
علاوه بر مقدار موجودی که باید حذف شود، حاشیه حذف آن نیز به همان اندازه مهم است و با شکل سوهان آهن تعیین می شود. به عنوان مثال، یک سوهان آهن سه گوش باید در زوایای حاد داخلی ، برای سوهان کاری گوشه های مربعی شکل و در تیز کردن دندانه های اره استفاده شود.
سوهان آهن تخت باید برای کار های همه منظوره، سوهان آهن چهار گوش برای بزرگ کردن سوراخ های مستطیلی و
سوهان آهن گرد برای بزرگ کردن سوراخ های گرد استفاده می شود.
سوهان آهن نیم گرد را می توان برای دو منظور استفاده کرد، صفحه صاف برای براده برداری سطوح صاف و صفحه منحنی برای شیار ها.
سوهان کاری فلزات یا کار با سوهان آهن
سوهان کاری یک هنر صنعتی است. گرفتن، ضربه و فشار ممکن است متناسب با کار متفاوت باشد. سه راه اساسی وجود دارد که یک سوهان آهن را می توان به کار بست. آن ها عبارتند از :
سوهان کاری مستقیم: این شامل فشار دادن سوهان آهن در طول مستقیم به سمت جلو یا کمی مورب در سراسر قطعه کار است.
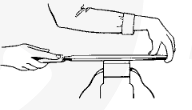
کشیدن سوهان: این شامل گرفتن سوهان آهن در هر انتها، فشار دادن و کشیدن آن در سراسر قطعه کار است.
سوهان کاری روی دستگاه تراش: این شامل کشیدن سوهان آهن در برابر قطعاتی است که در ماشین تراش می چرخند.
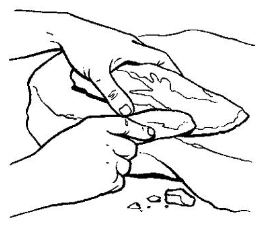
استفاده از گیره میزی در سوهان کاری فلزات
برای سوهان کاری هایی که نیاز به کار با دو دست دارند، دسته سوهان آهن باید در یک دست و نوک سوهان آهن در دست دیگر گرفته شود. دسته سوهان آهن باید در کف دست قرار گیرد به طوری که انگشت شست در امتداد بالای دسته باشد و انگشتان قسمت زیرین را بگیرند.
نوک سوهان آهن باید بین انگشت شست و دو انگشت اول در حالی که انگشت شست در بالای سوهان آهن قرار دارد گرفته شود.
هنگامی که به سوهان کاری های سنگین نیاز دارید، انگشت شست روی نوک سوهان آهن معمولا در یک راستا با سوهان آهن قرار میگیرد، نوک انگشت شست به سمت جلو است. با این حال، برای ضربات سبک تر ، انگشت شست را می توان به اندازه زوایای قائم با جهت ضربه چرخاند.
اگر سوهان آهن به صورت یک دست برای سوهان، قالب ها و یا ابزار های لبه دار که در گیره میزی قرار نمی گیرند استفاده می شود، انگشت اشاره و نه شست در بالای دسته در راستای سوهان آهن قرار می گیرد.
روش کشیدن سوهان آهن
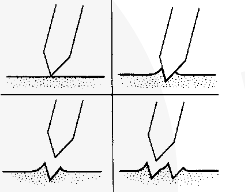
برای سوهان کاری معمولی صاف، اپراتور باید هدفش این باشد که سوهان آهن را روی یک خط تقریبا مستقیم در همان صفحه به جلو ببرد و مسیر آن را به اندازه کافی تغییر دهد تا از شیار شدن جلوگیری کند. فشار بیش از حد اغلب منجر به حرکت تکان دهنده می شود که باعث ایجاد سطح گرد می شود.

سوهان کاری را حفظ کنید
مواد مختلف البته نیاز به لمس متفاوت دارند. با این حال، به طور کلی ، فشار کافی برای حفظ برش سوهان آهن باید اعمال شود. اگر اجازه داده شود روی فلزات سخت تر بلغزند، دندان های سوهان آهن به سورعت کدر می شوند، و اگر فشار بیش از حد بر روی آن ها وارد شود، احتمالا تراشه مسدود می شوند.
در حرکت معکوس، بهتر است سوهان آهن را از نقطه کار جدا کنید، مگر روی فلزات بسیار نرم. حتی در این صورت فشار باید بسیار کم باشد، هرگز بیشتر از وزن خود سوهان آهن نباید باشد.
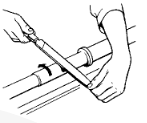
سوهان کاری از طرفین
سوهان کاری از پهلو شامل گرفتن محکم سوهان آهن در هر انتها و فشار دادن و کشیدن سوهان آهن به طرفین در سراسر کار است. از آنجایی که سوهان های آهن عمدتا برای سوهان کاری در یک حرکت طولی به جلو ساخته می شوند، هرگز نباید از سوهان های آهن برای سوهان کاری با زاویه کم استفاده کرد، زیرا به جای تراشیدن و برش زدن باعث ایجاد خط و خش می شود. هنگامی که سوهان کاری به درستی انجام شود، براده برداری ریز تر از سوهان مستقیم ایجاد می شود.
سوهان کاری با دستگاه تراش
هنگام سوهان کاری یک قطعه در ماشین تراش، سوهان نباید سفت یا ثابت نگه داشته شود، بلکه باید مدام نوازش شود. یک حرکت خفیف سر خوردن یا جانبی به سوهان آهن کمک می کند تا خود را پاک کند و برجستگی ها و شیار ها را از بین ببرد.
در حالی که یک سوهان آهن قادر به سوهان کاری خوب با دستگاه تراش است، یک سوهان تراش با زاویه بلند ویژه با دندانه هایی با زاویه بسیار بزرگ تر بریده شده است. این یک سوهان برشی تمیز تر، خود پاکسازی را فراهم میکند، کشش یا پارگی را از بین می برد، بر فاصله افتادن غلبه می کند و گرفتگی را کاهش می کند. لبه های برش نخورده روی این سوهان های آهن از شانه های روی کار که سوهان نخورده اند و گیره ای که قطعه کار را نگه می دارد محافظت می کند..