درحال بارگزاری
در حال جستجو

نتیجهای یافت نشد

✅ ساخت چین ( تحت لیسانس یوگسلاو )
✅ ست سه عددی پیشرو | میانرو | پسرو
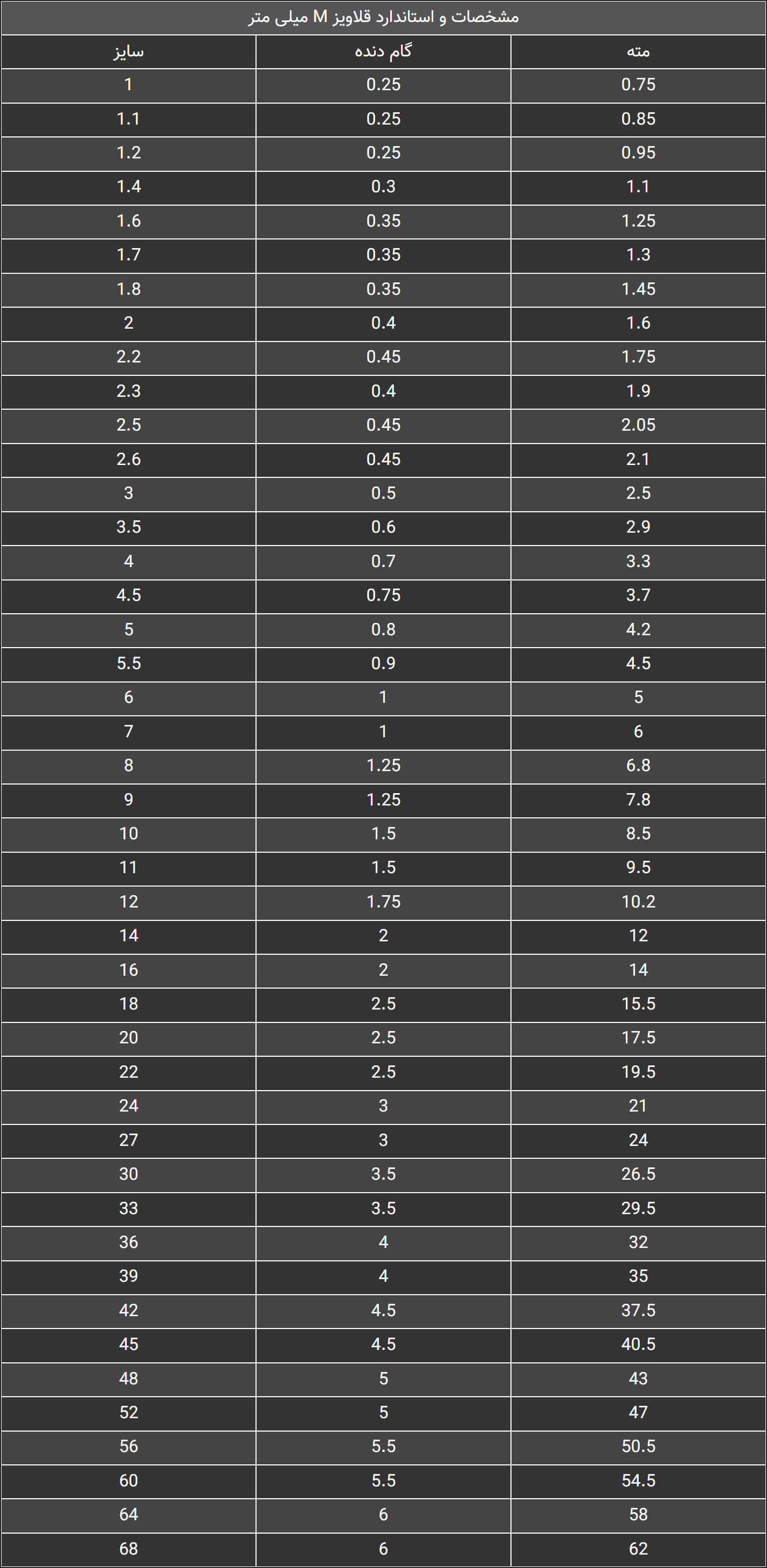
✅ دارای استاندارد گام دنده M
✅ جنس فوق العاده
✅ ماپیچ مستقیم
✅ مناسب آلیاژهای متفاوت
✅ برای خرید قلاویز دستی فرا، ابتدا در قسمت سایز، اندازه قطر قلاویز دستی فرا خود را انتخاب کنید و سپس فرآیند خرید خود را ادامه دهید.
✅ قلاویز دستی فرا از سایز 2 تا 24 میلیمتر با استاندارد مارپیچ M می باشد.
✅ در صورتی که اهمال از طرف فروشنده نباشد، هزینه مرجوعی کالای قلاویز دستی فرا به هر دلیلی با خریدار می باشد.
✅ قلاویز دستی فرا نباید به کار زده شده باشد.
✅ بسته بندی قلاویز دستی فرا باید در شرایط اولیه خود باشد.
✅ هیچگونه تستی نباید از قلاویز دستی فرا گرفته شده باشد.
هنگامی که قرار است دو قطعه به صورت غیر دائم به هم متصل شوند یا به عبارت دیگر پیچ شوند از قلاویز ( قلاویز دستی یا قلاویز ماشینی ) استفاده می شود. در واقع قلاویز ( قلاویز دستی یا قلاویز ماشینی ) ابزاری است که رزوه هایی را داخل مکانی که قرار است پیچ آنها را به هم متصل کند ایجاد می کند. این رزوه ها می تواند روی موادی مانند فلز، چوب و پلاستیک و... ایجاد شود که به این عملیات قلاویزکاری گفته می شود.
قبل از شروع قلاویز کاری باید دو نکته را در نظر گرفت قطر مته ای که می خواهیم سوراخ کنیم و سایز قلاویز ای ( قلاویز دستی یا قلاویز ماشینی ) که قرار است با آن کار را انجام دهیم بهتر از قبل از شروع کار از جداول استاندارد قطر مته مناسب را برای سوراخ کاری پیدا کرد و سپس به قلاویز کاری اقدام کرد. باید در نظر داشت که به طور کلی اندازه قطر سوراخ کوچکتر از قطر قلاویز باشد
هر قلاویز دارای بخش های مختلفی است که در زیر توضیح داده می شود
طول قلاویز ( قلاویز دستی یا قلاویز ماشینی ) : از ابتدای لبه دنده ها تا انتهای قلاویز را طول قلاویز میگویند.
طول دندانه قلاویز ( قلاویز دستی یا قلاویز ماشینی ): به قسمتی گفته می شود که دارای شیار است و از ابتدای شروع شیار ها تا انتهای آن را در بر میگیرد.
لبه برنده قلاویز ( قلاویز دستی یا قلاویز ماشینی ): سطح زاویه داری است که در ابتدای قلاویز قرار داشته و هنگام قلاویز کاری اولین قسمتی که روی لبه سوراخ جای میگیرد، عمل برش را انجام میدهد و تاثیر گذاری زیادی روی کیفیت قلاویز کاری دارد.
گام قلاویز ( قلاویز دستی یا قلاویز ماشینی ): به فاصله مابین شیارها گام قلاویز گفته میشود هرچه گام قلاویز ( قلاویز دستی یا قلاویز ماشینی ) بیشتر باشد فاصله مابین رزوه ها نیز بیشتر می شود.
آچار خور: به انتهای قلاویز ( قلاویز دستی یا قلاویز ماشینی ) که حالتی چهارگوش داشته و برای محکم قرار گرفتن قلاویز در هنگام فرایند قلاویز کاری طراحی و تعبیه شده است. در واقع مکانیست که باعث دوران قلاویز میشود.
نامگذاری قلاویزها بر اساس استاندارد پیچی است که برای آن استفاده می شوند و با حرف M نشان داده می شوند مثلا قلاویزM8 قلاویزی است که برای پیچ متریک M8 استفاده می شود . تقسیم بندی قلاویزها ( قلاویز دستی یا قلاویز ماشینی ) بر اساس موارد متعددی انجام می گردد که برای برخی از آنها به اختصار توضیحاتی داده می شود.
در تقسیم بندی کلی نحوه استفاده از قلاویزها باعث می شود که آنها را به دو دسته کلی ماشینی و دستی تقسیم بندی کرد.
همانطور که از نام آن مشخص است قلاویزهای دستی با کمک دسته قلاویز و نیروی بدنی کار را انجام میدهد ولی قلاویزهای ماشینی باید روی ماشین تراش یا دریل های ستونی بسته شوند و در این صورت قابل استفاده هستند.
روش در قلاویز کاری ماشینی به این صورت است که بعد از بستن قلاویز روی مرغک دستگاه تراش، آن را روشن کرده و قلاویز با آرامی داخل سوراخ قطعه حرکت داده میشود.
میزان قسمت رزوه دار در قلاویز ماشینی بزرگتر بوده و تمام مواردی که هنگام رزوه زدن در قلاویز دستی توی سه مرحله انجام میشود در یک قلاویز ماشینی خلاصه و رعایت شده است.
دنباله قلاویز ماشینی بلند و استوانه ای شکل است که انتهای آن چهار گوش می باشد. بیشتر قلاویزهای ماشینی تک مرحله ای هستند و عموماً به صورت تکی در بازار وجود دارد ولی بعضی از برندها ممکن است به صورت بسته های دوتایی به بازار عرضه کنند.
قلاویزها از لحاظ شکل دندانه هم به دو گروه قلاویز مستقیم و قلاویز مارپیچ تقسیم می شوند. این تغییر ظاهری باعث می شود که نوع کارکرد آنها نیز عوض شود به این صورت که قلاویزهای با دندانه مستقیم برای قلاویز کاری روی قطعاتی استفاده می شود که انتهای آن باز است و سر قلاویز میتواند از انتهای کار بیرون بزند ولی قلاویزهای مارپیچ برای مواردی استفاده میشود که ته کار بسته است و نباید قلاویز از قطعه بیرون بزند.
قلاویزها با توجه به جهت چرخش رزوه ها به دو دسته قلاویز راست (جهت عقربه های ساعت) و قلاویز چپ یا (خلاف جهت عقربه ها) تقسیم بندی می شوند.
همانطور که در بالا به آن اشاره شد و از نام آن مشخص است توسط دست و وسیلهای به نام دسته قلاویز انجام می شود. قلاویزهای دستی به صورت مجموعه های سه تایی وجود دارد به این دلیل که هر کدام از آنها باید به نوبت استفاده شود و بر همین اساس به قلاویز پیشرو، میانرو و پسرو نامگذاری شده اند.
برای اینکه ترتیب قلاویزها مشخص باشد هنگام کار با هم اشتباه و یا جابجا نشوند توسط کارخانه روی بدنه قلاویزهای دستی خطی به عنوان نشانگر کشیده می شود. البته باید توجه داشت که راه دیگر شناخت قلاویز های دستی پیشرو وسط رو و آخر رو این است که هرچه به قلاویز نهایی نزدیک می شوید شیب آن نیز کمتر میشود.
قلاویز دستی ای که با یک خط مشخص شده است قلاویز دستی اول رو می باشد، قلاویز دستی ای که روی بدنه اش دو خط دارد، دوم رو و و قلاویز دستی ای که بدون خط می باشد سوم رو یا آخر رو است.
قلاویز دستی اول رو یا پیشرو قلاویزی است که در ابتدای کار استفاده می شود و تقریباً بیش از ۵۰ درصد براده برداری را انجام می دهد در این مرحله از قلاویز کاری تقریباً نصف کار انجام می شود. سر قلاویز پیشرو دارای شیارهای کمی است و هر چه به انتهای قلاویز میرسد شیار ها عمیق تر می شود
قلاویز دستی ای که در مرحله بعد استفاده میشود قلاویز دستی وسط رو یا میانرو است که برای عمق دادن به شیارها و دنده هایی به کار می رود که ایجاد شده است. این قلاویز دستی نیز ۳۰ درصد از کار براده برداری را انجام میدهد. سر این قلاویز دستی به نسبت قلاویز دستی پیشرو، شیارهای عمیق تری دارد.
در مرحله نهایی، قلاویز دستی پس رو یا آخر رو استفاده می شود که براده برداری نهایی را انجام میدهد یعنی ۲۰ درصد باقی مانده. بعد از مرحله سوم قلاویز کاری به طور کامل انجام شده است. از ابتدا تا انتهای طول دندانه قلاویز دارای شیار های یک دستی است.
قبل از شروع قلاویز کاری ابتدا قطعه را داخل گیره محکم کنید به طوری که به قطعه مسلط بوده و بتوانید به صورت عمود قلاویز کاری را انجام دهید. بعد از اینکه قلاویز دستی را داخل دسته قلاویز گذاشته و آن را سفت کردید سر قلاویز را روی سوراخ گذاشته، با فشار مداوم و یکنواخت یک دور قلاویز را بچرخانید. وقتی از عمود بودن قلاویز بر سوراخ مطمئن شدید با فشار مناسب یک دور دیگر قلاویز را بچرخانید ولی اگر قلاویز روی سوراخ قطعه کار عمود نبود باید آن را خارج کرده و دوباره تلاش کنید.
ترتیب استفاده از قلاویزها مهم است در قلاویز دستی سه تایی باید به ترتیب از قلاویز دستی اول رو یا پیشرو سپس قلاویز دستی وسط رو یا میان رو و در نهایت و آخرین مرحله، قلاویز دستی آخر رو را به کار برد.
اگر انتهای قطعه بسته باشد از هر سه قلاویز باید استفاده کرد ولی در مواردی که انتهای سوراخ باز باشد میتوان فقط از قلاویز های دستی پیشرو و میان رو استفاده کرد
هنگام قلاویز کاری از وارد کردن فشار بیش از حد به قلاویز یا دسته قلاویز خودداری کنید زیرا ممکن است که رزوه های قطعه کار آسیب ببیند و یا باعث از بین رفتن شیار ها و دنده های قلاویز و شکستن آن شود.
هنگام رزوه کردن قطعات فولادی بهتر است که از روغن مخصوص قلاویز کاری استفاده شود این کار باعث می شود براده ها به راحتی از شیار قطعات و قلاویز خارج شده، دمای قلاویز بالا نرود و انرژی کمتری برای قلاویز کاری صرف شده و سرعت کار افزایش یابد.
برای قلاویز کاری قطعات آلومینیومی می توان از نفت استفاده کرد که بهترین روش است ولی توجه داشته باشید که برای رزرو کردن محصولات چدنی و برنجی نیازی به روغن کاری قلاویز نیست.
برای سهولت در کار و افزایش سرعت و همچنین آسیب ندیدن قلاویز باید در هر دور که قلاویز را به طرف راست می چرخانید یعنی در جهت عقربه های ساعت، نیم دور ان را به طرف چپ چرخانده (خلاف جهت حرکت عقربه ها) تا براده های جدا شده از بین لبه های برنده آزاد شود و بیرون بریزد.
برای خارج کردن قلاویز دستی شکسته باید از ابزار مخصوصی که برای این کار ساخته شده استفاده کرد این ابزار دارای شاخک های قابل تنظیمی است که در شیارهای قلاویز شکسته گیر می کند و برای سهولت معمولاً از مایعات خورنده استفاده می کنند که باعث آزاد شدن قلاویز از سوراخ می شود مثلاً در قطعات آلومینیومی از الکل در قطعات مس و برنج از جوهر نمک و در فولاد یا چدن از اسید سولفوریک رقیق استفاده می کنند بعد از خارج کردن قلاویز شکسته باید سوراخ را با آب شست.